
производственный цех компании "Литана" составляет 4000 м 2 и разделён на 6 производственных участков.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВЕННЫЕ ВОЗМОЖНОСТИ

Габаритные
размеры цеха
размеры цеха
Цех 4000м2 (2 пролёта)
Участок очистки металла
под покраску 150м2 Участок окраски 500м2
Участок очистки металла
под покраску 150м2 Участок окраски 500м2
Крановое оборудование
Два пролёта: 5 кран-балок по 3,2 т,1 кран-балка-5т; 1кран 5т грузопод., 1 кран-балка 3,2т
Дробеструйны и участок окраски
По 1–ой кран-балке
грузоподъемностью 5 т;
1 кран - 3,2 т.
(всего 3 крана)
грузоподъемностью 5 т;
1 кран - 3,2 т.
(всего 3 крана)
Склад готовой продукции
По 1–ой кран-балке
грузоподъемностью 5 т;
1 кран - 3,2 т.
(всего 3 крана)
грузоподъемностью 5 т;
1 кран - 3,2 т.
(всего 3 крана)

Производство начинается с получения рабочей документации (рабочих чертежей)
Одним из преимуществ нашей компании является то, что чертежи выдаются в производство по мере их готовности, что ускоряет процесс изготовления
металлоконструкций, в то время как конкуренты сначала готовят полностью проект и только потом начинают производство.
Производственный цех составляет 4000 м 2 и разделён на 6 производственных участков:
металлоконструкций, в то время как конкуренты сначала готовят полностью проект и только потом начинают производство.
Производственный цех составляет 4000 м 2 и разделён на 6 производственных участков:
- Заготовка
- Сборка
- Сварка
- Рихтовка и подготовка под окраску
- Участок очистки металла под покраску (blasting)
- Участок окраски
Заготовка деталей
На данном участке завода металлоконструкций происходит заготовка деталей для сборки конструкций.




Резка листового металла
На этом участке происходит заготовка деталей для сборки конструкций. На участке
находиться машина плазменной и газовой резки, которая может резать листовой металл
толщиной до 80мм. Точность машины - + 1мм. Отверстия вырезаются сразу, этим
достигается высокая точность их взаимоположения и облегчает работу на монтаже.
«Гильотина»
«Гильотина» - аппарат для рубки металла толщиной до 10мм и арматуры до Ø12мм. 2
вертикальных сверлильных станка. «барабан для округления кромок» - в него закладываются, небольшого габарита, детали и после обработки острые кромки затупляются.
вертикальных сверлильных станка. «барабан для округления кромок» - в него закладываются, небольшого габарита, детали и после обработки острые кромки затупляются.


Механическая обработка деталей
Все детали на заготовочном участке проходят механическую обработку и на
последующий участок поступают без острых кромок и с зенкованными отверстиями.
Большинство других компаний на это не обращают внимания, что уменьшает качество
покраски. Всё это делается для повышения качества малярных работ.
последующий участок поступают без острых кромок и с зенкованными отверстиями.
Большинство других компаний на это не обращают внимания, что уменьшает качество
покраски. Всё это делается для повышения качества малярных работ.
Резка профилей
Резка профилей производиться станками с ленточной пилой. Всего 2 станка, 1 станок может резать профиль до 400мм высотой и 1 может резать до 600мм высотой. Такое кол-во станков
позволяет оперативно решать производственные вопросы, и более гибко реагировать на срочные заказы не останавливая текущие.
позволяет оперативно решать производственные вопросы, и более гибко реагировать на срочные заказы не останавливая текущие.




Сборка и монтаж конструкций
На сборочный участок все детали и профиля передаются полностью подготовленные
под сборку. Стенд позволяет идеально собрать конструкции (фермы) состоящие из нескольких частей,
под сборку. Стенд позволяет идеально собрать конструкции (фермы) состоящие из нескольких частей,
На сборочном участке работают специалисты, проработавшие в этой сфере много лет
Опыт работы на монтаже металлического каркаса позволяет ориентироваться в предназначении конструкций и необходимой точности в изготовлении. Это увеличивает ответственность рабочих. В большинстве конкурирующих компаниях работают специалисты не понимающие этого, они просто выполняют работу по чертежу не углубляясь в нюансы
строительства, что в последствии приводит к исправлениям на объектах.
На сборочный участок все детали и профиля передаются полностью подготовленные под сборку.
На сборочном участке сделаны стенды размером под сборку длинных и крупных конструкций. Стенд – ровная поверхность для сборки объёмных конструкций (фермы, объемные колоны и т.п.).
Стенд позволяет идеально собрать конструкции (фермы)
состоящие из нескольких частей, что облегчает строителям сборку каркаса, так как соединительные места (фланцы ферм) совпадают без проблем. На сборочном участке конструкции полностью подготавливаются под сварку. Зачищаются от посторонних вещей (ржавчина, масло и т.п.) все места сварки, что улучшает качество сварки.
строительства, что в последствии приводит к исправлениям на объектах.
На сборочный участок все детали и профиля передаются полностью подготовленные под сборку.
На сборочном участке сделаны стенды размером под сборку длинных и крупных конструкций. Стенд – ровная поверхность для сборки объёмных конструкций (фермы, объемные колоны и т.п.).
Стенд позволяет идеально собрать конструкции (фермы)
состоящие из нескольких частей, что облегчает строителям сборку каркаса, так как соединительные места (фланцы ферм) совпадают без проблем. На сборочном участке конструкции полностью подготавливаются под сварку. Зачищаются от посторонних вещей (ржавчина, масло и т.п.) все места сварки, что улучшает качество сварки.








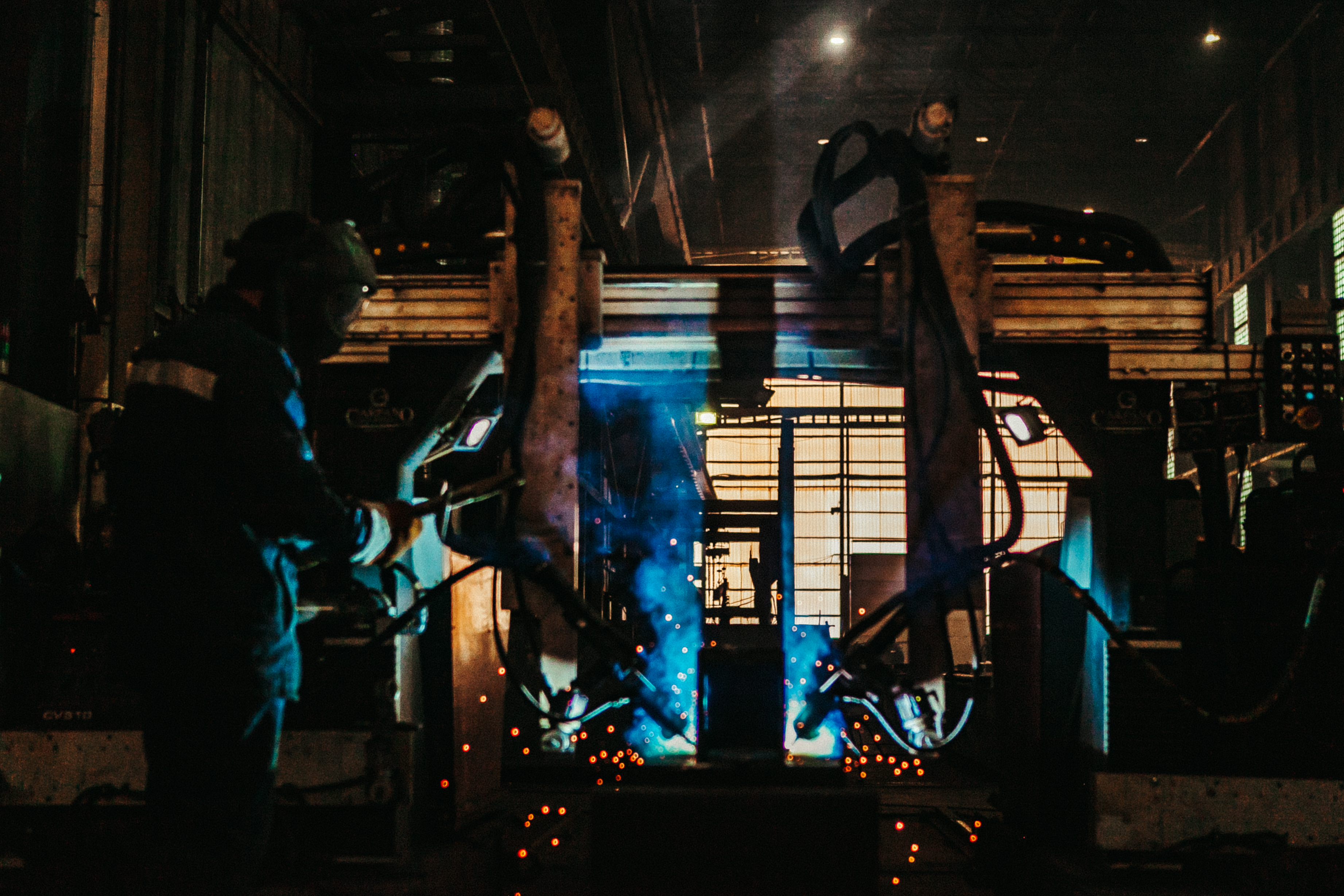
Сварка металлоконструкций
Работы производятся только полуавтоматической сваркой в среде газа и только порошковой проволокой.






На сварочном участке работают специалисты, имеющие большой опыт работы на производстве.
Работы производятся только полуавтоматической сваркой в среде газа и только порошковой проволокой. На ответственные узлы конструкций ставятся только те
сварщики, которые имеют опыт и допуски. Так же на сварочном участке, при необходимости, производиться механическая зачистка сварных соединений (подготовка под покраску).
Стыковые соединения профилей и труб согласно требованиям должны иметь полный провар металла
Полный провар металла проверяется неразрушающим
методом, тип проверки «Ультразвуковой контроль». Также на участке имеется сварочный робот с помощью которого можно сваривать конструкции коробчатого сечения и сварные балки до 15м длиной.
Преимуществом является большая скорость сварки и
одновременная сварка сразу 4-х швов, так как на роботе 4 сварочных горелки.
сварщики, которые имеют опыт и допуски. Так же на сварочном участке, при необходимости, производиться механическая зачистка сварных соединений (подготовка под покраску).
Стыковые соединения профилей и труб согласно требованиям должны иметь полный провар металла
Полный провар металла проверяется неразрушающим
методом, тип проверки «Ультразвуковой контроль». Также на участке имеется сварочный робот с помощью которого можно сваривать конструкции коробчатого сечения и сварные балки до 15м длиной.
Преимуществом является большая скорость сварки и
одновременная сварка сразу 4-х швов, так как на роботе 4 сварочных горелки.
Участок рихтовки металлоконструкций
выпрямление металлических конструкций по осям, коррекция геометрии




Участок рихтовки – это выпрямление конструкций по осям.
Прямолинейность конструкций значительно влияет на скорость монтажа строителей, так как прямые конструкции идеально становятся на предназначенные места. На участке работают 2 человека которые имеют большой опыт в этой сфере.
Участок очистки металлоконструкций
подготовка металлических конструкций под покраску
Участок очистки (blasting)
Участок очистки (blasting) – подготовка металлических конструкций под покраску. Принцип очистки – это увеличение шероховатости и очистка металла от различных посторонних элементов (шлак, ржавчина, масла и т.п.). При выполнении очистки шероховатость достигается Sa 2.5 (Sa 2.5 уровень подготовки поверхности под покраску).
На предприятии используется ручная очистка конструкций весом до 8 тонн и габаритами 3500х14000 мм ( это максимальные габариты конструкций ).
На предприятии используется ручная очистка конструкций весом до 8 тонн и габаритами 3500х14000 мм ( это максимальные габариты конструкций ).








Участок окраски металлоконструкций
конструкции после очистки (blasting) окрашиваются в течении 2-6 часов (согласно технологии).





Участок окраски
Конструкции после очистки (blasting) окрашиваются в течении 2-6 часов (согласно технологии). При более долгом цикле металл впитывает влагу, и другие инородные частицы, что приводит к появлению ржавчины.
Покрасочные работы производятся только безвоздушным методом. Нанесение толщины краски зависит от заказа, согласно которого, и подбирается тип и цвет краски. Перед началом покраски все предрасположенные к появлению ржавчине места (острые кромки, сварные соединения) прокрашиваются кистью и только потом наноситься верхний защитный слой.
На участках очистки и окраски работают специалисты, которые уже много лет работают в этой сфере.
Покрасочные работы производятся только безвоздушным методом. Нанесение толщины краски зависит от заказа, согласно которого, и подбирается тип и цвет краски. Перед началом покраски все предрасположенные к появлению ржавчине места (острые кромки, сварные соединения) прокрашиваются кистью и только потом наноситься верхний защитный слой.
На участках очистки и окраски работают специалисты, которые уже много лет работают в этой сфере.

Завод в цифрах:
17
кранов, грузоподъемностью 10 тонн и 5 тонн
60
квалифицированных специалистов
400
тонн металлоконструкций в месяц
200
тонн: склад хранения металлоконструкций
ОТК - отдел технического контроля
На производстве работает отдел технического контроля, в составе 1 человека. ОТК
отвечает за качество выпускаемой продукции, проверяя конструкции на всех этапах
прохождения и несут полную ответственность за качество готовой продукции.
Все стыковые сварные соединения проверяются неразрушающим методом тип
проверки «Ультразвуковой контроль»(УЗД), который выполняет аттестованный работник.
Периодически для утверждения проверки проведённого УЗД мы вызываем представителя
независимой лаборатории.
отвечает за качество выпускаемой продукции, проверяя конструкции на всех этапах
прохождения и несут полную ответственность за качество готовой продукции.
Все стыковые сварные соединения проверяются неразрушающим методом тип
проверки «Ультразвуковой контроль»(УЗД), который выполняет аттестованный работник.
Периодически для утверждения проверки проведённого УЗД мы вызываем представителя
независимой лаборатории.













Сертификаты и свидетельства завода

Нам доверяют представители разных бизнесов
Работаем на Российском рынке с 1994 года. Сотни успешно реализованных проектов, десятки постоянных заказчиков. Наши партнёры знают — нам можно доверять.





Мы предлагаем
Генподрядное строительство
По желанию заказчика мы готовы подобрать участок, согласовать технические условия, спроектировать, построить объект и сдать его
в эксплуатацию.
в эксплуатацию.
Производство металлоконструкций
На заводе компании в месяц изготавливается 400 тонн разных металлоконструкций
Завод сертифицирован по стандартам: ISO 9001, ISO 14001, ISO 45001, EN 1090-2
Завод сертифицирован по стандартам: ISO 9001, ISO 14001, ISO 45001, EN 1090-2
Есть вопросы по стоимости и срокам выполнения вашего проекта?
Оставьте заявку, наши специалисты проработают нюансы, предложат нестандартные решения, определят сроки и рассчитают бюджет.
Контакты Литана
Генподрядное строительство и производство металлоконструкций
"Литана" Калининград
Россия, город Калининград, ул. Водная 10
+7 (4012) 56-59-02
info-kaliningrad@litana-group.net
info-kaliningrad@litana-group.net
пн-пт: с 8:00 до 17:00
"Литана-БелСтрой" Минск
Республика Беларусь, Минск, ул.Машиностроителей
29-233
29-233
+375 17 387 01 15
info-belarus@litana-group.net
info-belarus@litana-group.net
пн-пт: с 8:30 до 17:00